服务热线:18762195566
联系我们

您可能对衢州本地以下产品新闻也感兴趣
更新时间:2025-05-26 08:54:44 ip归属地:衢州,天气:晴转多云,温度:16-28 浏览次数:1 公司名称: 纵横机械制造有限公司(衢州分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 119 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |





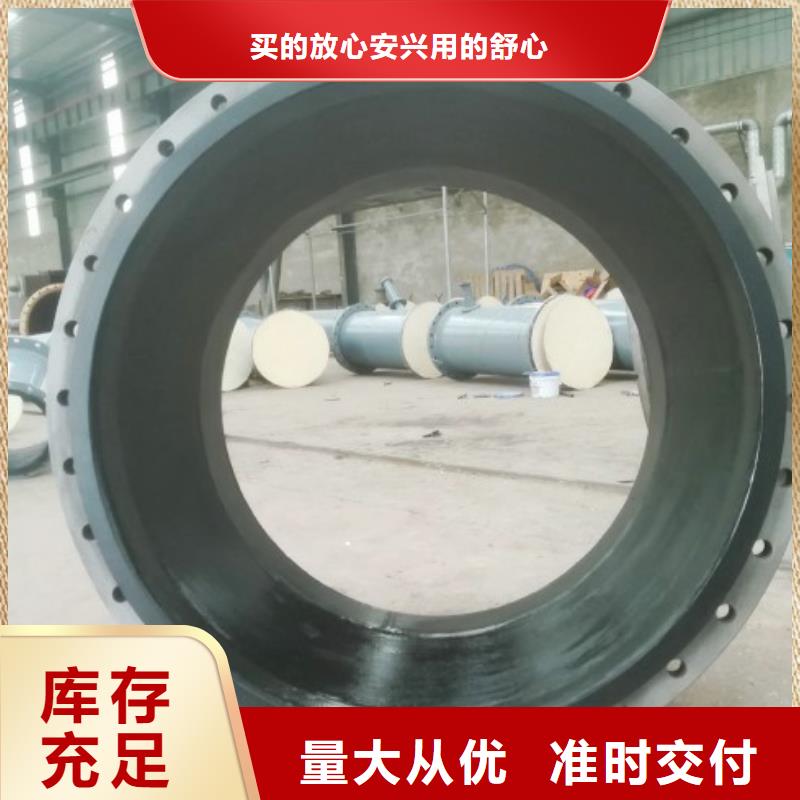

电厂脱硫管道制作工艺:
脱硫管道采用钢管作骨架材料,以耐磨、防腐、耐热等优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型。
电厂脱硫管道工艺流程:
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、钢管与橡胶粘接后表面达到:1平整 2光滑 3无气孔 4无凹陷 5无死角。
电厂脱硫管道加工中的几个步骤:
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→成品检查→成品→修理
电厂脱硫管道性能优点:
衬胶管道具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘拉强度高、运行阻力小、输送介质广、输送效率高、使用寿命长、节电节材、减小输送介质对管壁的冲击磨损等多项优点。


衬胶管道在厂家生产完成以后运到安装现场需要施工人员进行连接安装,如果衬胶管道有编码可以根据编码安装,如果衬胶管道编码就要求工作人员依据图纸安装。衬胶管道分为地埋管道和架空管道,无论怎么安装都需要借助起吊设备。
衬胶管道安装一般都从管道源头开始,即管道起点位置依次进行,这样可提高管道安装的准确程度和效率:如果工程量大,衬胶管线长,则可以考虑两头安装,即起点和终点同时进行,醉好不要在管线中间位置,这样可能会造成管道长度的误差,导致无法接头。衬胶管道都有预先设计好的安装图纸,根据图纸施工是简单有效的。
近不少人问衬胶管道厂家有长度限制吗?衬胶管道长能做到多少米?跟管径有关系吗?DN25的长能做到多少米?DN100的长能做到多少米?纵横制造衬胶管道厂家就来回答衬胶管道的一些常见问题。
衬胶管道厂家的衬胶工艺有所不同,取决于材料和生产工艺,碳钢管一般原材料是12米一根便于运输,纵横制造的硫化炉是6米*1.2米的硫化炉,所以纵横制造生产的管道zui大口径是DN1200长6000mm也就是6米,口径越小长度越短,DN100以下的口径长只能3米,短100mm,预硫化由于硫化炉大小限制长度,部分厂家的硫化炉是8米或者10米的硫化炉,但也采用6米一根便于管理也便于运输,货运车的挂斗6米也是常见价格便宜,10米长的货运车运输成本也比6米高出快一倍,所以在运输和硫化炉的限制情况下,大多数厂家长能做到6米。
衬胶管道厂家是有长度限制的,纵横制造有新型硫化方法、预硫化和热硫化炉硫化三种方式,以上介绍了热硫化炉的方式,预硫化胶板只需要黏合在碳钢管上是不受长度限制的,新型硫化方法长可以硫化12米,需要6米以上的衬胶管道.
衬胶管道使用寿命的因素有哪些?
衬胶管道结合橡胶自身物理和化学性能降低了管路输送介质对外部结构的作用,使管道具有高强度、高耐磨、高防腐和耐高温等特性,大大延长了管路的使用寿命,降低的使用者的成本。今天小编给大家介绍一下影响衬胶管道使用寿命的因素。
1、衬胶管道橡胶的性能
衬胶管道内衬胶要根据其使用的环境而定,如果选择的橡胶物理和化学性能与环境不相符就会造成使用寿命大大降低橡胶层脱落等严重后果。
2、衬胶管道的橡胶与钢管的粘接强度
非橡胶生产企业器胶浆粘接度不强,会造成衬里层受力不能够很好的分解是,导致局部受力不均,造成了衬胶管道局部腐蚀。
3、衬胶管道使用工矿条件
使用场所、腐蚀性,温度以及使用强度等都会影响到衬胶管道的使用寿命,因此在选择之初应对衬胶管道做出合理的分析。



纵横机械制造有限公司(衢州分公司)处于素有“ 衬塑管道管件之都”美称的浙江衢州,优越的地理位置和便利的交通给公司的发展带来了充分的条件.技术骨干精良,实力雄厚,公司勇于创新,一直致力于 衬塑管道管件生产技术的革新,跑在生产技术的前沿。



衬胶管道优点:
1、结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2、耐磨性能好, 寿命长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3、强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4、防腐性能卓越:我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
衬胶管道制造工艺简述
(1)根据买方盖章图纸要求的长度切割钢管,切割后进行焊接法兰。
(2)待质检人员检查合格后在二保自动焊接机上进行焊接,焊接时先焊里几遍,然后焊外口,焊缝高度不低于小板厚,焊完后检查无气孔、砂眼、漏焊时,转入喷砂工序。
(3)焊缝检验:按标准抽检。
(4)喷砂时钢管内壁不允许有锈迹,均允一致,以保证衬胶粘接强度要求,达到Sa2.5以上级别,经检验合格后转入脱脂程序。
(5)脱脂后进行钢管、突台刷粘合剂,干燥后再刷涂一遍胶浆。待干燥后两头封好,存放在指定地点待用。
(6)挤出无缝胶管。按产品所需用的胶种切胶、进行混炼、开炼、待放一定时间,按根据胶管的直径及厚度挤出耐磨无缝胶管。
(7)无缝胶管根据管道长度进行裁剪,汽油清洗后打毛,刷涂一层胶浆。待干后棉布盖住待用。如对于管件(如弯管冲击外弧、三通相贯线等)有局部加厚,需根据图纸要求下料加厚胶片,并进行打毛刷胶浆处理。
(8)复合胀管:
将局部加厚(如果有)的胶片贴到图纸指定位置后,将处理好的胶管放入钢管内,选用定制的气囊穿入无缝胶管内的一端,然后气囊通过牵引设备拖动,对胶管与钢管之间完全贴合。往返重复两次后,气囊放气后取出。
(9)上两端封头,用于成形管道端部的直角翻边和水纹线凹凸密封结构。
(10)按照硫化工艺,设定温度、时间、压力进行硫化。
(11)修整。
(12) 三油二布外防腐(根据甲方要求)。
(13)检验:进行外观、电火花、厚度检查。
(14)出厂前应根据订货清单对管道进行分类编号,并明显标识于管道外壁上。